وصله کردن میلگرد : حتی الامکان باید میلگرد های مصرفی به صورت یکپارچه باشند .
به علت محدودیت طول میلگرد های موجود در بازار و هم چنین به خاطر جلوگیری از دور ریز ان ها اغلب مجبور به استفاده از وصله میلگرد می شویم .
تعداد اتصالات میلگرد ها باید به حداقل ممکن کاهش یابد .
در صورتی که وجود اتصال اجتناب نا پذیر باشد ، این اتصالات باید در مقاطعی قرار داده شوند که تنش وارده بر عضو یا قطعه بتنی حداکثر نباشد و از تمرکز تمامی وصله ها در یک مقطع نیز خودداری شود .
روش های متداول برای وصله کردن میلگرد ها عبارتست از :
طول وصله برای آرماتور صاف ، دو برابر طول وصله مشابه در آرماتور های آجدار می باشد.
طول و محل وصله ها در ایین نامه های مربوطه ذکر می شود .
به طور کلی رعایت نکات زیر برای محل وصله آرماتور ضروری است :
وصله کردن میلگرد های تحتانی قطعات خمشی در وسط دهانه یا نزدیک به ان و یا میلگرد های بالایی قطعه خمشی روی تکیه گاه یا نزدیک ان ، مجاز نیست .
برای مطالعه ادامه مطلب کلیک کنید .
خم کردن میلگرد : تمامی میلگرد ها باید به صورت سرد خم شوند ، مگر آنکه دستگاه نظارت روشی دیگر را مجاز بداند .
خم کردن میلگرد ها تا حد امکان باید به طور مکانیکی به وسیله ماشین مجهز به فلکه خم کن و با یک عبور در سرعت ثابت انجام پذیرد ، به طوری که قسمت خم شده دارای شعاع انحنای ثابتی باشد .
برای خم کردن میلگرد ها باید از فلکه هایی استفاده شود که قطر ان ها برای نوع فولاد مورد نظر مناسب باشد .
سرعت خم کردن میلگرد ها باید متناسب با نوع فولاد و دمای محیط اختیار شود . سرعت خم کردن میلگرد های سرد اصلاح شده به طور تجربی تعیین می شود .
در شرایطی که دمای میلگرد ها از منفی ۵ درجه سلسیوس کمتر باشد ، باید از خم کردن ان ها خودداری شود .
به طور کلی باز و بسته کردن خم ها به منظور شکل دادن مجدد به میلگرد ها مجاز نیست ، مگر در موارد استثنایی که دستگاه نظارت اجازه دهد . در این صورت تمامی میلگرد ها باید از نظر ترک خوردگی بازرسی و کنترل شوند .
خم کردن میلگرد هایی که یک سر ان ها در بتن قرار دارد. مجاز نیست مگر انکه در طرح مشخص شده باشد یا دستگاه نظارت اجازه دهد .
در خم کردن میلگرد با قطر ۳۶ میلیمتر و بیشتر با زاویه بیش از ۹۰ درجه ، باید از روش خاص استفاده نمود .
آرماتور هاپس از برش باید مطابق نقشه های اجرایی خم شوند .
آرماتور های با قطر کمتر از ۱۲ میلیمتر را می توان به کمک آچار به صورت دستی خم کرد .
این آچار ها هم می تواند بصورت اماده از تولید کننده اری شود و یا اینکه با جوش دادن دو قطعه میلگرد ۵ سانتی متری به فاصله مناسب از هم ( معمولا پنج سانتی متر ) به یک میلگرد بلند با قطر مشابه آچار F تهیه شود
خم کردن آرماتور به روش دستی به این صورت است که میلگرد پس از تعیین طول های مورد نظر بر روی میز آرماتوربندی قرار گرفته و زاویه مورد نظر به F می گیرد .
در انتهای این میز یک فلکه خم کن نصب گردیده است که میلگرد حول آن توسط آچار آن خم داده می شود .
می توان بر روی میز به منظور حرکت اسان تر میلگرد غلتک هایی نصب کرد که در واقع امتداد حرکت میلگرد را تعیین و تسهیل می کند .
ارتفاع میز آرماتور بندی معمولا ۱ متر است .
روندی که برای دادن شکل مورد نظر به آرماتور مورد استفاده قرار می گیرد بستگی به تجربه و مهارت آرماتور بند دارد .
در روش دستی ابتدا باید از صاف بودن میلگرد ساده اطمینان حاصل شود و در صورت لزوم با روش مناسب ان را صاف کرد .
نکته دیگری که باید مورد توجه قرار گیرد این است که آرماتور خم شده باید کاملا در یک صفحه باشد و حالت سه بعدی به خود نگیرد .
لازم است در این روش از کیفیت کار آرماتور اطمینان حاصل شود تا آرماتور های مناسبی تهیه شود .
به جای استفاده از آچار مجزا و فلکه خم مجزا می توان از ابزار هایی که هر دوی ان ها را با هم در اختیار می گذارند استفاده شود .
این سیستم بر روی میز نصب شده و به کار گرفته می شود .
برای آرماتور های با قطر بالاتر از ۱۲ میلیمتر باید از ماشین آلات خم میلگرد استفاده کرد .
هر چند همانگونه که در مورد دستگاه برش گفته شد برای کارهای با حجم بالاتر می توان از این ماشین ها برای خم میلگرد های با قطر های پایین تر نیز استفاده کرد ، چراکه در این حالت دستگاه چند آرماتور را همزمان خم می کند .
از مزایای استفادهاز این ماشین ها می توان به کاهش نیروی انسانی مورد نیاز ، تامین دقت بالا تر و نیز کاهش قابل توجه زمان اشاره کرد .
اساس کار دراین روش همانند روش دستی است با این تفاوت که در این ماشین ها به جای نیروی انسان از نیروی موتور های الکتریکی و دیزلی استفاده می گردد .
انواع مختلفی از این ماشین ها در حال حاضر در دسترس قرار دارد که برای کاربرد های مختلف قابل استفاده است ، شامل سیستم های نیمه خودکار و کاملا خودکار ، قابل حمل و ثابت و بدیهی است که قدرت ماشین باید بر اساس قطر میلگرد ها و یا تعداد میلگردی که می خواهیم همزمان خم کنیم انتخاب شود که در واقع این موضوع بیان گراینست که سرعت کار مورد نیاز می تواند در نوع ماشین انتخابی موثر باشد .
برای مثال دستگاهی که قدرت خم کردن یک میلگرد با قطر ۲۵ میلیمتر را داشته باشد ، می تواند همزمان عملیات خم کردن را برای ۵ میلگرد ۱۰ میلیمتری انجام دهد .
ماشین های خم میلگرد آجدار اکثرا با انرژی الکتریکی کار می کنند و در قدرت های پایین با برق تکفاز و قدرت های بالا تر با برق سه فاز کار می کنند ، ولی در عین حال نوع دیزلی ان ها نیز قابل استفاده می باشد .
این ماشین آلات برای خم کردن انواع میلگرد تا قطر ۵۲ میلیمتر به کار گرفته می شوند .
وزن این ماشین ها بین ۷۰ تا ۸۰۰ کیلوگرم می باشد .
برای مطالعه ادامه مطلب کلیک کنید .
تجهیزات بریدن میلگرد :
تجهیزات بریدن میلگرد :امروزه برای برش آرماتور ها ، تجهیزات جدیدتر و قویتری با امکانات بیشتر در دسترس است ، از جمله اینکه برای برش آرماتور هایی با قطر تا ۲۴ میلیمتر می توان از دستگاه های برش کم وزن و قابل حمل که همانند سیستم برش پنوماتیک توسط کاربر حمل می شود استفاده کرد .
این سیستم ها به صورت الکترومکانیکال و هیدرولیکی کار می کنند .
برخی از این تجهیزات همزمان امکان خم و برش را با هم در اختیار می گذارند .
تجهیزات بریدن میلگرد : برای برش میلگرد هایی با قطر بالاتر از ۲۴ میلیمتر باید از ماشین آلات خاص این کار استفاده کرد ، چرا که امکان برش آن ها به وسیله نیروی انسانی میسر نیست .
این نوع تجهیزات امروزه انواع مختلفی دارند و استفاده از آن ها در پروژه های بزرگ که دارای کارگاه هایی هستند و یا کارخانجات تولید محصولات بتنی نه فقط برای قطر های بالاتر بلکه برای ( Bar Shop ) متمرکز برش و خم آرماتور قطر های پایین تر نیز توجیه اقتصادی دارد ، چرا که این ماشین ها امکان برش چندین میلگرد در کنار هم را دارند و سرعت و دقت بالاتری در مقایسه با نیروی انسانی داشته و هزینه کمتر و ایمنی بیشتری را تامین می کنند .
توان مصرفی این ماشین ها عمدتا انرژی الکتریکی می باشد ، ولی برخی از آن ها امکان کار کردن با سوخت های فسیلی را نیز دارند که این خصوصیت بیتر در نوع قابل حمل دیده می شود .
توان مصرفی این ماشین ها بسته به قدرت برش آن ها می تواند تا ۶ کیلووات باشد .
این نکته قابل ذکر است که این سیستم ها دارای ظرفیت های مختلفی هستند و سقف توان برش آن ها عمدتا از میلگرد با قطر ۲۵ تا ۳۵ میلیمتر متغیر است .
برای مطالعه ادامه مطلب کلیک کنید .
بریدن میلگرد : برای ساختن سازه های بتن مسلح باید ارماتور ها طبق نقشه ها تهیه و نصب گردند .
لذا باید با استفاده از روش مناسب این آرماتور ها که معمولا به صورت شاخه های ۱۲ متری به کارگاه حمل می شوند ، برش داده شده و سپس به شکل مورد نیاز در آیند و در این فرایند باید دقت لازم در طول و زوایا تامین شود .
در بعضی موارد ممکن است ارماتور ها در محلی خارج از کارگاه آماده شوند و سپس به کارگاه حمل شوند که این موضوع علی الخصوص در شبکه های آرماتور ، که در دال ها استفاده می شود ، مورد توجه جدی قرار می گیرد .
برای آماده سازی آرماتور ها تجهیزاتی در نظر گرفته می شود که در این بخش به معرفی آن ها خواهیم پرداخت .
این تجهیزات به دو بخش برش و خم آرماتور تقسیم می شوند .
امروزه دستگاه های خم و برش آرماتور در ظرفیت های مختلف در دسترس هستند که با توجه به نیاز می توان از آن ها استفاده کرد و آن ها را جایگزین روش های سنتی نمود .
میلگرد هایی که طبق جدول آرماتور بندی در اعضای بتن آرمه به کار می روند دارای طول های مشخصی هستند که باید از یک شاخه معمولا ۱۲ متری بریده شوند .
با توجه به این موضوع بهتر است طول ها به صورتی طراحی شده باشند که افت و دور ریز آرماتور به حداقل برسد .
برای برش آرماتور ها در کارگاه های ساخت محصولات بتنی روش معمول به این صورت است که ابتدا بر روی میز ارماتور که طولی در حدود ۹ متر و عرض ۱ متر ، طول های مورد نظربا گچ مشخص و سپس میلگرد ها برش داده می شوند .
به این دستگاه ها گیوتین برش گفته می شود .
در کارگاه ها برای بریدن میلگرد های تا قطر ۱۲ میلیمتر می توان از قیچی های دستی آرماتور بندی استفاده کرد .
برای مطالعه ادامه مطلب کلیک کنید .
میلگرد گذاری دیوار : از دیوار های بتنی در شرایط مختلف در ساختمان ها استفاده می شود .
دیوار ها را از نظر رفتار سازه ای می توان به ۵ دسته زیر طبقه بندی کرد :
میلگرد گذاری دیوار : دیواری است که به منظور پایداری در مقابل فشار جانبی خاک به کار می رود .
در اغلب حالت ها عامل پایداری ، وزن دیوار است .
میلگرد گذاری دیوار : دیواری است که علاوه بر وزن خود ، نیروی خارجی قائمی را تحمل می کند که ناشی از عکس العمل سقف یا نظایر ان است .
به دلیل اهمیت این دیوار ها ، ضوابط خاصی برای آن ها در نظر گرفته شده است .
برخی از این ضوابط به قرار زیرند :
برای مطالعه ادامه مطلب کلیک کنید.
میلگرد گذاری تیر : در تیر های بتن مسلح ، به علت ضعف بتن در مقابل نیروهای کششی ، میلگرد های فولادی در ناحیه ی کششی قرار داده می شود .
در تیر های بتن مسلح ، کشش ناشی از خمش به وسیله ی میلگرد های مسلح کننده و فشار ناشی از خمش به وسیله ی بتن ناحیه ی فشاری تحمل می شود ( در حالی که بین بتن و فولاد چسبندگی کاملی وجود داشته باشد و میلگرد ها در داخل بتن نلغزد ) .
البته بنا به برخی دلایل طراحی و اجرایی ، در ناحیه ی فشاری مقطع نیز ممکن است میلگرد هایی قرار داده شود .
میلگرد گذاری تیر : از نظر اجرایی ، حداقل تعداد میلگرد های اصلی تیر ، ۲ عدد است که در عمل حداقل ۲ میلگرد دیگر نیز در وجه مقابل برای مونتاژ و امکان استقرار و امکان استقرار خاموت ها در نظر گرفته می شود .
تعداد دقیق میلگرد ها پس از محاسبات طراحی مشخص می شود .
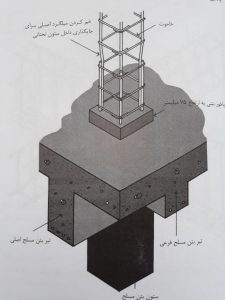
در شکل نحوه ی اتصال شبکه های میلگرد در یک اتصال مرکب تیر به ستون را نشان می دهد .
میلگرد گذاری تیر : باید دقت کرد که میلگرد های ستون پایینی در امتداد خود بدون خم شدن تا قسمت بالایی تیر ادامه پیدا کند .
دال ، قسمتی از سازه ی بتنی است که برای پوشش فوقانی یا تحتانی فضای مورد نظر بکار می رود و هدف از ساخت آن جدا کردن فضاهای مختلف از یکدیگر است .
برای مطالعه ادامه مطلب کلیک کنید .
میلگرد گذاری شامل نقشه های اجرایی میلگرد و جاگذاری و بستن آرماتور ها است .
نقشه های اجرایی منضم به قرار داد ، باید شامل جزئیات آرماتور بندی سازه ها ، نظیر قطر ، طول ، شکل ، اندازه و جزئیات خم ها و جدول اوزان باشد .
بسته به نوع و پیچیدگی سازه با دستور دستگاه نظارت ، پیمان کار باید برای سهولت اجرا اقدام به تهیه نقشه های اجرایی کارگاهی نماید .
این نقشه ها بر اساس نقشه های اصلی قرارداد تهیه شده و شامل جزئیات بیشتری در ارتباط با نحوه اجرا ، خم کردن ، محل دقیق و تعداد میلگرد ها ، نوع میلگرد ها و سایر اطلاعات لازم که به نحوی در درک بهتر جزئیات موثرند ، می باشند .
قبل از اجرای عملیات بتن ریزی و با اطلاع قبلی پیمان کار ، جزیات و نحوه استقرار آرماتور ها مورد بازدید دستگاه نظارت قرار گرفته و سپس دستور بتن ریزی صادر خواهد شد .
هنگام نصب ، میلگرد ها باید عاری از هر گونه آلودگی نظیر گرد و خاک ، زنگزدگی ، گل ، چربی ، رنگ ، ذرات خارجی که مانع چسبندگی بین بتن و آرماتور می گردد باشند .
آرماتور ها با توجه به قطر ، طول و شکل ، بایستی در محل های تعیین شده به نحوی مستحکم و ثابت شوند که هنگام بتن ریزی هیچگونه تغییر و جابه جایی در آن ها صورت نگیرد .
به منظور کنترل و تامین پوشش بتن ، می توان از قطعات بتنی ( لقمه ها ) یا خرک های فلزی به ابعاد ، مقاومت و تعداد لازم استفاده نمود .
لقمه های بتنیباید دارای مفتول بوده و با استفاده از این مفتول ها به میلگرد های اصلی کاملا محکم شوند .
نباید از قطعه سنگ ، لوله های فلزی و قطعات چوب برای نگهداری میلگرد ها و امین پوشش بتن ، استفاده شود .
میلگرد ها به صورت بکه ای در کف شالوده قرار داده می شوند .
برای ایجاد چسبندگی بیشتر و
برای مطالعه ادامه مطلب کلیک کنید .
طبقه بندی میلگرد : فولاد گرم نورد شده ، فولاد سرد اصلاح شده ، فولاد گرم اصلاح شده
که بر اثر عملیات مکانیکی نظیر پیچانیدن ، کشیدن ، نورد کردن یا گذرانیدن از حدیده ، بر روی میلگرد های گرم نورد شده در حالت سرد به دست می آید .
که بر اثر انجام عملیات مکانیکی نظیر گرمایش و آب دادن ، بر روی میلگرد های گرم نورد شده در حالت گرم به دست می آید .
میلگرد های فولادی بر اساس مقاومت مشخصه ان ها تقسیم بندی می شوند .
انواع رده های میلگرد فولادی از نظر مکانیکی در جدول درج شده است .
فولاد های فوق از نظر شکل پذیری به سه رده طبقه بندی می شوند:
| رده |
علامت مشخصه در استاندارد ملی ۳۱۳۲ ایران |
Fsu حداقل مقدار مجاز مقاومت کششی حداکثر فولاد N/mm2 |
Fyk N/mm2 |
طبقه بندی از نظر شکل رویه |
رده از نظر سختی |
| S240 | ساده ۲۴۰ | ۳۶۰ | ۲۴۰ | ساده | نرم |
| S340 | آجدار۳۴۰ | ۵۰۰ | ۳۴۰ | آجدار مارپیچ | نیم سخت |
| S400 | آجدار ۴۰۰ | ۶۰۰ | ۴۰۰ | آجدار جناغی | نیم سخت |
| S500 | آجدار ۵۰۰ | ۶۵۰ | ۵۰۰ | اجدار مرکب | سخت |
میلگرد های مصرفی از نظر شکل رویه به سه دسته طبقه بندی می شوند :
برای مطالعه ادامه مطلب کلیک کنید .
حمل و انبار کردن میلگرد : قطر ، شکل ، اندازه ، تعداد و محل نصب آرماتور ها باید بر اساس نقشه های اجرایی باشد .
قبل از شروع عملیات بتن ریزی ، اتمام عملیات آرماتور گذاری باید کتبا به اطلاع دستگاه نظارت رسیده باشد .
این اعلام باید حداقل ۲۴ ساعت قبل از بتن ریزی صورت پذیرد تا دستگاه نظارت فرصت کافی برای کنترل داشته باشد .
بتن ریزی قبل از کسب اجازه کتبی دستگاه نظارت مجاز نمی باشد .
آرماتور گذاری یا جا به جایی آرماتور ها حین اجرای بتن ریزی تحت هیچ شرایطی مجاز نیست .
مواردی نظیر بتن ریزی با استفاده از قابل های لغزان که در آن همزمانی آرماتور گذاری و بتن ریزی اجتناب نا پذیر است ، از شمول قاعده فوق مستثنی می باشند .
میلگرد های مصرفی باید نو ، تمیز ، بدون هیچگونه آلودگی نظیر چربی ها ، ذرات بتن ، گرد و خاک و یا مواد زائد دیگر باشد .
میلگرد ها قبل از مصرف باید کاملا پاکیزه باشند تا خللی به پیوستگی بتن و میلگرد وارد نشود .
مقطع میلگرد مصرفی نباید به علت زنگ زدگی قبلا تضعیف شده باشد .
بستن میلگرد های فولادی باید قبل از بتن ریزی ، بر اساس طرح و محاسبه ، به یکدیگر بسته و یکپارچه شونذ تا از جابه جا شدن آن ها طی عملیات بتن ریزی تا خودگیری بتن جلوگیری شود .
بستن میلگرد ها به یکدیگر از نظر زمان و مکان بستگی به وضعیت کارگاه و نوع قطعه دارد که تصمیم گیری در مورد چگونگی ان به عهده تکنسین ساختمان است تا حداکثر کارایی حاصل شود .
گاهی تمام یا قسمتی از میلگرد ها خارج از قالب می بندند و یک شبکه را تشکیل می دهند و سپس ان را در قالب قرار می دهند ( شبکه ی کف فونداسیون منفرد ).
گاهی نیز میلگرد ها را در قالب به یکدیگر می بندند ( مانند میلگرد های سقفی بتنی ) .
برای بستن دو میلگرد به یکدیگر ، بیشتر از مفتول نرم با قطر ۱٫۵ تا ۲ میلیمتر استفاده می کنند که اصطلاحا به این عمل پره زدن می گویند .
برای مطالعه ادامه مطلب کلیک کنید .
مهار میلگرد : ضوابط گفته شده در این مقاله برای تمامی میلگرد هایی که به طور عمده تحت اثر بار های استاتیک قرار دارند و یا سازه های با شکل پذیری که تحت اثر بار های جانبی زلزه قرار می گیرند صادق است .
۱- در تمامی قطعات بتن آرمه نیروهای کششی یا فشاری موجود در میلگرد ها در هر مقطع باید به وسیله مهار میلگرد ها در دو سمت ان مقطع به بتن منتقل گردد .
مهار میلگرد ها در بتن به یکی از سه طریق الف تا پ این بند با ترکیبی ار ان ها امکان پذیر است :
۲- برای مهار میلگرد های کششی به وسیله قلاب ، انتهای میلگرد ها خم شده و به صورت قلاب در اورده می شود .
برای انتقال نیروی AbFy از میلگرد به بتن ایجاد قلاب به تنهایی کافی نیست و باید علاوه بر ان طول اضافی مستقیم میلگرد از انتهای ازاد میلگرد تا شروع قلاب در بتن وجود داشته باشد .
حداقل این طول اضافی به علاوه شعاع قلاب انتهایی ان به علاوه قطر میلگرد ، که برای انتقال نیروی AbFy لازم است ، طول گیرایی میلگرد قلاب دار نامیده می شوند .
طول گیرایی یک میلگرد قلاب دار در کشش ، Idh ، باید حداقل برابر مقدار رابطه زیر در نظر گرفته شود .
مقدار Idh در هیچ حالت نباید کمتر از ۸ دی بی و یا ۱۵۰ میلیمتر اختیار گردد .
برای مطالعه ادامه مطلب کلیک کنید .
میلگرد و جزئیات :
میلگرد و جزئیات : هر یک از خم های مشروح زیر قلاب استاندارد تلقی می شود :
خم نیم دایره ( قلاب انتهایی ۱۸۰ درجه ) به اضافه حداقل ۴db طول مستقیم ولی نه کمتر از ۶۰ میلیمتر در انتهای ازاد میلگرد
خم ۹۰ درجه ( گونیا ) به اضافه طول مستقیم برابر حداقل ۱۲db در انتهای ازاد میلگرد
خم ۹۰ درجه ( گونیا) به اضافه حداقل ۶db طول مستقیم ولی نه کمتر از ۶۰ میلی متر در انتهای ازاد میلگرد ، برای میلگرد های به قطر ۱۶ میلی متر و کمتر
خم ۹۰ درجه ( گونیا ) به اضافه حداقل ۱۲db طول مستقیم در انتهی ازاد میلگرد ، برای میلگرد های به قطر بیشتر از ۱۶ میلی متر و کمتر از ۲۵ میلی متر به اضافه حداقل ۶db طول مستقیم ولی نه کمتر از ۶۰ میلی متر در انتهای ازاد میلگرد
الف ) قطر داخلی خم ها به جزبرای خاموت ها با قطر کمتر از ۱۶ میلیمتر نباید از مقادیر مندرج در جدول کمتر اختیار شود :
| قطر میلگرد | حداقل قطر خم |
| کمتر از ۲۸ میلیمتر | ۶db |
| ۲۸ تا ۳۴ میلیمتر | ۸db |
| ۳۶ تا ۵۵ میلیمتر | ۱۰db |
برای خم کردن میلگرد های به قطر ۳۶ میلیمتر و بیشتر و با زاویه بیشتر از ۹۰ درجه به روش های خاص نیاز است .
ب) قطر داخلی خم ها برای خاموت های به قطر کمتر از ۱۶ میلیمتر نباید کمتر از ۴db اختیار شود .
میلگرد و جزئیات : طول گیرایی یک میلگرد در کشش ، Id ، باید حداقل برابر با مقدار حاصل از رابطه در نظر گرفته شود ، در هر حال کمتر از ۳۰۰ میلیمتر اختیار نشود .
برای مطالعه ادامه مطلب کلیک کنید .
میلگرد و جزئیات :
میلگرد و جزئیات : هر یک از خم های مشروح زیر قلاب استاندارد تلقی می شود :
خم نیم دایره ( قلاب انتهایی ۱۸۰ درجه ) به اضافه حداقل ۴db طول مستقیم ولی نه کمتر از ۶۰ میلیمتر در انتهای ازاد میلگرد
خم ۹۰ درجه ( گونیا ) به اضافه طول مستقیم برابر حداقل ۱۲db در انتهای ازاد میلگرد
خم ۹۰ درجه ( گونیا) به اضافه حداقل ۶db طول مستقیم ولی نه کمتر از ۶۰ میلی متر در انتهای ازاد میلگرد ، برای میلگرد های به قطر ۱۶ میلی متر و کمتر
خم ۹۰ درجه ( گونیا ) به اضافه حداقل ۱۲db طول مستقیم در انتهی ازاد میلگرد ، برای میلگرد های به قطر بیشتر از ۱۶ میلی متر و کمتر از ۲۵ میلی متر به اضافه حداقل ۶db طول مستقیم ولی نه کمتر از ۶۰ میلی متر در انتهای ازاد میلگرد
الف ) قطر داخلی خم ها به جزبرای خاموت ها با قطر کمتر از ۱۶ میلیمتر نباید از مقادیر مندرج در جدول کمتر اختیار شود :
| قطر میلگرد | حداقل قطر خم |
| کمتر از ۲۸ میلیمتر | ۶db |
| ۲۸ تا ۳۴ میلیمتر | ۸db |
| ۳۶ تا ۵۵ میلیمتر | ۱۰db |
برای خم کردن میلگرد های به قطر ۳۶ میلیمتر و بیشتر و با زاویه بیشتر از ۹۰ درجه به روش های خاص نیاز است .
ب) قطر داخلی خم ها برای خاموت های به قطر کمتر از ۱۶ میلیمتر نباید کمتر از ۴db اختیار شود .
برای مطالعه ادامه مطلب کلیک کنید .
حداقل آرماتور : در تمامی اعضای خمشی بتن آرمه ای ، به غیر از موارد مندرج در بند ۲، ۳، ۶،۱۲ ، که در ان ها مقدار Vu کند ، باید آرماتور برشی به کاربرده شود .
استفاده از آرماتور برشی باعث جلوگیری از زیاد شدن ترک های مورب ، و موجب اضافه شدن شکل پذیری و داشتن اخطار قبلی برای گسیختگی های احتمالی می گردد .
در جان یک تیر که با آرماتور ها برشی مسلح نشده است ، تشکیل ناگهانی ترک های مورب می تواند مستقیما به گسیختگی بدون اخطار قبلی بیانجامد .
وجود میلگرد های برشی ، بخصوص در مقاطعی که در آن ها نیروی کششی عمل می نماید و یا احتمال افزوده شدن بار های وارده وجود دارد ، بسیار مفید است .
در موارد زیر ضوابط مربوط به بخش های مربوطه ملاک عمل خواهد بود .
برای مطالعه ادامه مطلب کلیک کنید .
محدودیت فولاد گذاری و آرماتور :
شیب قسمت مایل میلگرد های خم شده نسبت به محور ستون نباید از ۱ به ۶ کند .
قسمت فوقانی و تحتانی قسمت مایل باید با محور ستون باشند .
میلگرد های انتظار باید در محل خم با خاموت ها ، دورپیچ ها و یا قسمت هایی از سیستم سازه ای کف مهار شوند .
مهار مذکور باید برای تحمل نیرویی معادل ۱٫۵ برابر مولفه نیروی محاسباتی قسمت مایل در امتداد مهار ، طرح شود .
در صورت استفاده از خاموت ها یا دورپیچ فاصله آن ها تا نقاط خم شده از ۵۰ میلی متر بیشتر باشد .
خم کردن میلگرد های انتظار باید قبل از جاگذاری میلگرد ها انجام پذیرد .
در مواردی که وجه ستون یا دیوار بیشتر از ۷۵ میلی متر عقب نشستگی یا پیش آمدگی داشته باشد میلگرد های طولی ممتد نباید به صورت خم شده به کار برده شوند ، و در محل عقب نشستگی باید میلگرد های انتظار مجزا برای اتصال به میلگرد های وجوه عقب نشسته پیش بینی شوند .
در هر حالت باید ضوابط به مهار ها و وصله ها در منطقه تغییر ومقطع رعایت شوند .
محدود کردن مقاومت مشخصه آرماتور های برشی به ۴۰۰ مگا پاسکال به منظور محدود کردن عرض ترک های قطری می باشد .
برای مطالعه ادامه مطلب کلیک کنید .
محدودیت های فاصله میلگرد : محدودیت های فولادی گذاری جهت اعضای خمشی یا فشاری
فاصله ازاد بین هر دو میلگرد موازی واقع در یک سفره نباید از هیچ یک از مقادیر ( الف ) تا ( پ) این بند کمتر باشد :
در اعضای تحت فشار و خمش فاصله محور تا محور میلگرد های طولی از یکدیگر ، نباید بیشتر از ۲۰۰ میلی متر باشد .
در صورتی که میلگرد های موازی در چند سفره قرار گیرند ، میلگرد های سفره فوقانی باید طوری بالای میلگرد های سفره تحتانی واقع شوند که معبر بتن تنگ نشود ، فاصله آزاد بین هر دو سفره نباید از ۲۵ میلی متر و نه از قطر بزرگترین میلگرد کمتر باشد .
در اعضای فشاری با خاموت های بسته یا دورپیچ ، فاصله آزاد بین هر دو میلگرد طولی نباید از ۱٫۵ برابر قطر بزرگترین میلگرد و نه از ۴۰ میلی متر ، کمتر باشد .
محدودیت های فاصله ازاد بین میلگرد ها باید در مورد فاصله آزاد وصله های پوششی با وصله ها یا میلگرد های مجاور نیز رعایت شوند .
در استفاده از گروه میلگرد های موازی که در آن ها میلگرد ها در تماس با هم بسته می شوند تا به صورت واحد عمل کنند ، ضوابط ( الف ) تا ( ج) این بند باید رعایت شوند :
برای مطالعه ادامه مطلب کلیک کنید .
میلگرد دورپیچ : تاثیر کاربرد مارپیچ ها در ستون ها در افزایش مقاومت بتن داخل هسته ، زمانیکه پوسته بتنی خارج از هسته در اثر تغییر شکل و یا بار زیاد خرد شده و جدا شود ، بخوبی مشاهده شده است .
حداقل آرماتور مارپیچ ارائه شده در این بند از آیین نامه به این منظور است که مقاومت باربری اضافی برای ستون های بارگذاری شده بدون خروج از محور ، چنان تامین شود که در صورت خرد شدن پوسته بتنی مشکلی برای ان ها ایجاد نشود .
آزمایش ها نشان داده اند که ستون هایی با مقدار آرماتور پیچ ارائه شده در آیین نامه ، مقاومت و شکل پذیری قابل توجهی دارند .
میلگرد دورپیچ : در طراحی دورپیچ های اعضای فشاری علاوه بر مراعات ضوابط مقالات گذشته باید ضوابط زیر را هم در نظر گرفت :
برای مطالعه ادامه مطلب کلیک کنید .
محدودیت های آرماتور : در قطعات فشاری سطح مقطع آرماتور طولی نباید کمتر از ۰٫۰۱ و بیشتر از ۰٫۰۶ سطح مقطع کل باشد .
محدودیت مقدار حداکثر باید در محل وصله های پوششی میلگرد ها نیز رعایت شود .
در صورت استفاده از فولاد S400 در آرماتور های طولی مقدار حداکثر در خارج از محل وصله ها به ۰٫۰۴۵ سطح مقطع کل محدوده می گردد .حداقل آرماتور طولی در ستون ها برای تحمل خمش ، صرف نظر از انکه وجود داشته باشد یا نباشد ، و همچنین برای کاهش آثار جمع شدگی و خزش تحت اثر تنش های فشاری دائمی به کار می رود .
آزمایش ها نشان می دهند که پدیده های جمع شدگی و خزش تمایل دارند تنش های وارده ناشی از بار را از بتن به فولاد انتقال دهند .
این امر تحت اثر بارهای بهره برداری دائمی می تواند باعث افزایش تنش در آرماتور ها تا حد تسلیم فولاد شود .
به این علت آیین نامه حداقل آرماتور مقطع ستون ها را ۰٫۰۱ در صد سطح مقطع کل ستون محدود می کند .
آرماتور های زیاد در مقطع ستون باعث مشکلات اجرایی در بتن ریزی نیز می شود .
در چنین حالتی بهتر است ابعاد ستون را افزایش داد و یا از بتن یا آرماتور مقاومتر استفاده کرد .
حداکثر مقدار آرماتور در ستون ها به ۰٫۰۶ درصد سطح مقطع کل ستون محدود می شود که در صورت وجود وصله های پوششی در یک مقطع این مقدار به ۰٫۰۴ درصد سطح مقطع کل ستون تقلیل می یابد .
حداقل تعداد میلگرد های طولی در قطعات فشاری به شرح زیر است :
برای مطالعه ادامه مطلب کلیک کنید .
آرماتور های برشی می توانند شامل انواع زیر باشد :
فاصله بین خاموت های برشی عمود بر محور عضو نباید ار d/2 بیشتر باشد .
به دلیل آنکه سفره های آرماتور برشی عمود بر محور عضو حتما تمامی ترک های مورب برشی را در طول موثر خود قطع نمایند ، لذا فاصله آن ها به مقدار d/2 محدود می گردد .
فاصله بین خاموت های مایل و یا میلگرد های طولی خم شده باید چنان باشد که هر خط ۴۵ درجه ای که به طرف عکس العمل از وسط مقطع ، d/2 تا میلگرد های کششی طولی رسم شود ، حداقل به وسیله یک ردیف از آرماتور های برشی قطع گردد .
برای مطالعه ادامه مطلب کلیک کنید .
محدودیت های آرماتور های پیچشی:
محدود کردن مقاومت مشخصه آرماتور های پیچشی به کمتر از ۴۰۰ مگا پاسکال باعث کنترل و محدودیت عرض ترک های قطری می گردد .
خاموت های بسته و دورپیچ های پیچشی باید تا فاصله d از دور ترین تار فشاری در مقطع ادامه یافته و آرماتور های پیچشی مهار گردند .
مهار شدن مناسب خاموت های بسته باید از طریق قلاب های انتهایی قابل قبول تامین گردد .
باید تمام میلگرد های پیچشی ( فولاد های طولی به علاوه خاموت های بسته و یا دورپیچ ها ) حداقل در طولی برابر با بزرگترین بعد عضو از نقطه ای که دیگر نیاز به مقاومت پیشچی نیست ادامه یافته و مهار آن ها مطابق ضوابط فصل هجدهم صورت گیرد .
در صورتی که پیشچ حداکثر در انتهای یک عضو اتفاق بیفتد ، ضروری است آرماتور های طولی دارای مهار انتهایی مناسب پس از انتهای عضو پیچشی باشند .
بدین منظور می توان از قلاب های انتهایی و یا اضافه کردن میلگرد های u شکل ، که دارای وصله های پوششی با آرماتور های طولی پیچشی هستند ، استفاده نمود .
برای مطالعه ادامه مطلب کلیک کنید .
محدودیت آرماتورگذاری در دیوار : در دیوار ها آرماتور های قائم و افقی نباید به ترتیب کمتر از مقادیر زیر اختیار شوند .
حداقل نسبت مساحت مقطع ارماتور قائم به مساحت کل مقطع برای میلگرد های مختلف به شرح ( الف ) و ( ب) این بند است :
حداقل نسبت مساحت مقطع آرماتور افقی به مساحت کل مقطع برای آرماتور های مختلف به شرح (الف) و (ب) این بند است :
نسبت مساحت آرماتور قائم و آرماتور افقی به مساحت کل مقطع نباید بیشتر از ۰٫۰۴ اختیار شود .
محدودیت مقدار حداکثر باید در محل وصله های میلگرد ها نیز رعایت شود .
در دیوار های با ضخامت بیشتر از ۲۵۰ میلیمتر ، به جز دیوار های زیر زمین و دیوار های حایل ، هر یک از آرماتور های قائم و افقی باید در دو سفره به موازات سطوح دیوار ، مطابق ( الف) و (ب) این بند پیش بینی شوند .
برای مطالعه ادامه مطلب کلیک کنید .
محدودیت آرماتورگذاری پی ها و شمع ها : آرماتور های لازم برای مقاطع پی ها و شمع ها بر اساس نیروهای وارد بر آن مقاطع در حالت حد نهایی با رعایت محدودیت های زیر محاسبه می شوند .
در پی های نواری مقدار نسبت در ناحیه کششی در ناحیه کششی نباید کمتر از ۰٫۲۵ درصد اختیار شود ، مگر آنکه آرماتور به کار رفته به اندازه یک سوم بیشتر از مقدار آرماتور تعیین شده در محاسبات باشد .
در حالت اخیر این نسبت نمی تواند کمتر از ۰٫۱۵ درصد اختیار گردد .
در پی ها قطر میلگرد ها نباید کمتر از ۱۰ میلیمتر و فاصله محور تا محور آن ها از یکدیگر ، نباید کمتر از ۱۰۰ میلی متر و بیشتر از ۳۵۰ میلی متر در نظر گرفته شود .
در پی های حجیمی که در آن ها ابعاد و حجم بتن مستقل از نیاز های محاسباتی در نظر گرفته می شوند ، رعایت حداقل آرماتور خمشی ضرورتی ندارد .
در این پی ها در صورتی که کنترل ترک های سطحی مورد نظر باشد باید در آن سطوح یک شبکه میلگرد جلدی به کار برد .
حداکثر فاصله میلگرد های جلدی ۳۵۰ میلی متر است .
در پی های منفرد در صورتی که عملکرد پی یک طرفه باشد و یا عملکرد آن دو طرفه بوده و شکل آن مربع باشد ، توزیع میلگرد ها در سراسر عرض پی باید به طور یکنواخت صورت گیرد .
در غیر این صورت توزیع میلگرد ها باید مطابق ضوابط ( الف ) و ( ب) این بند باشد .
برای مطالعه ادامه مطلب کلیک کنید .
آرماتور های حرارت : نسبت سطح آرماتور حرارت و جمع شدگی لازم به کل سطح مقطع بتن برای پی های به ضخامت کمتر یا مساوی ۱۰۰۰ میلی متر نباید از مقادیر (الف) تا (پ) این بند کمتر اختیار شود :
نسبت سطح مقطع آرماتور از حرارت و جمع شدگی لازم به کل سطح مقطع بتن برای پی های به ضخامت بیشتر از ۱۰۰۰ تا ۲۰۰۰ میلی متر نباید از الفا برای نسبت های مندرج در قسمت بالا اختیار شود . مقدار الفا از رابطه زیر تعیین می شود :
الفا برابر است با ۱٫۳-h0.0003
مقدار حداقل آرماتور حرارت و جمع شدگی As min ، برای پی های به ضخامت بیشتر از ۲۰۰۰ میلی متر برابر مقدار آرماتور برای پی به ضخامت ۲۰۰۰ میلی متر و به شرح ( الف) تا ( پ) این بند است :
در پی های با ضخامت متغیر ، می توان برای محاسبه مقدار آرماتور کششی حرارت و جمع شدگی ضخامت پی را برابر با ضخامت پی فرضی هم حجم آن اختیار کرد .
برای مطالعه ادامه مطلب کلیک کنید .
قالب برداری بايد وقتي انجام شود كه بتن قادر به تحمل تنش ها و تغيير شكل هاي وارده باشد. قبل از آنكه اعضا و قطعات بتني ، مقاومت كافي براي تحمل وزن خود و بارهاي وارده را كسب نمايند، نبايد پايه ها و قالب هاي باربر برچيده شوند.
عمليات قالب برداری و جمع كردن پايه ها بايد گام به گام بدون ضربه و اعمال فشار ، چنان صورت گيرند كه
اعضا و قطعات، تحت بارهاي ناگهاني قرار نگرفته ، بتن صدمه نبيند و خدشه اي به ايمني و قابليت بهره برداري قطعات وارد نشده و تغيير شكل هاي غير مجاز در آن ها رخ ندهد.
چنان چه قالب برداري قبل از پايان دوره مراقبت انجام شود، بايد تدابيري براي مراقبت بتن پس از قالب برداري اتخاذ گردد.
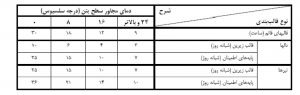
پيش شرط هاي استفاده از جدول فوق اين است كه :
بتن با استفاده از سيمان پرتلند معمولي يا سيمان پرتلند ضد سولفات تهيه شده باشد.
حين سخت شدن بتن ، دماي محيط به كمتر از صفر درجه سانتيگراد تنزل ننمايد (در صورت تنزل دماي محيط به كمتر از صفر درجه سانتيگراد ، بايد ارقام جدول متناسباً و حداقل به ميزان مدت يخبندان افزايش يابند)
هنگام قالب برداري سطوح قائم ، جهت حفظ بتن در برابر گرما يا سرماي محيط بلافاصله پس از قالب برداري عمل آوردن بتن به روش مقتضي صورت پذيرد .
در صورت استفاده از سيمان زودگير، ارقام جدول فوق قابل كاهش است .
هنگام استفاده از مواد ديرگير كننده در ساخت بتن بايد ارقام جدول فوق افزايش يابند.
اگر ملاحظات خاصي براي پرهيز از ترك هاي زودهنگام يا تقليل تغيير شكل هاي ناشي از وارفتگي مد نظر باشد، بايد ارقام جدول را افزايش داد .
به علاوه چنانچه عمل آوردن تسريع شده يا قالب بندي خاصي نظير قالب هاي لغزان مطرح باشد، ممكن است مقادير فوق را كاهش داد.
برای مطالعه ادامه مطلب کلیک کنید .
خم کاری پروفیل ها و لوله ها ی تو خالی که زاویه خمش آن ها زیاده بوده و شعاع خم کوچکی دارند ، این امکان وجود دارد که مقطع ان ها در محل خمش تغییر فرم دهد ( اصطلاحا دو پهن شوند ) هر چه قطر لوله بیشتر و ضخامت جداره ان کمتر بوده و شعاع خم نیز کوچکتر باشد و مقدار این تغییر فرم بیشتر است .
برای جلوگیری از تغییر فرم مقطع در محل خمیدگی ، می توان آن ها را از داخل تقویت کرده و یا از دستگاه های لوله خم کن برای این منظور استفاده کرد .
لوله های بدون درز کم قطر را می توان در حالت سرد خم کاری نمود .
لوله های با قطر بیشتر را پس از گرم کردن محل خم ، خم کاری می کنند و در این روش باید سطح داخلی خمش را بیشتر از سطح خارجی گرم نمود .
انتخاب شعاع خم مناسب در تمیز بودن و عدم تغییر فرم در محل خم کاری بسیار موثر است .
شعاع خمش در خم کاری لوله ها نباید از سه برابر قطر اسمی ان ها کمتر باشد .
خم کاری پروفیل ها و لوله : برای تقویت داخلی لوله ها جهت جلوگیری از تغییر فرم ، مقطع آن ها در هنگام خم کاری ، معمولا از ماسه نرم و خشک و یا فنر خم کاری و غیره استفاده می کنند .
برای مطالعه ادامه مطلب در سایت تهران آهن کلیک کنید .
درباره این سایت